全合成切削液不含矿物油等油类物质,具有使用寿命长,冷却性、清洗性、稳定沉降性好等诸多优点。传统的全合成切削液,由于油溶性润滑添加剂难以加入,导致切削液与传统的乳化液相比润滑性较差,加工效果不佳;但随着合成添加剂技术的不断发展,此类问题逐步得到了解决。


目前市场上常见的全合成润滑添加剂有聚醚、聚醚酯、磷酸酯等。以下是在我公司的ENKUN-500J全合成体系中验证不同润滑剂对润滑性性能的影响。通过对攻丝扭矩数值检测和分析,在全合成切削液中使用不同类型的润滑添加剂,得出不同的润滑性能,最终判断不同润滑添加剂的润滑性能。
选择不同类型的添加剂,数据如下表所示:A、B、C、D、E分别代表在ENKUN-500J体系中加入4%1740、1720、1#聚醚酯、磷酸酯、2#聚醚酯。攻丝扭矩结果为:E<C<B<A<D。攻丝扭矩数值越低,代表润滑度越好,故聚醚酯在全合成切削液中润滑性明显优于其他类型的润滑添加剂。
表1 10% ENKUN-500J攻丝扭矩测试数据
Measurement(Cuts) | Max(Ncm) | Mean(Ncm) |
A(1740) | 265.00 | 207.22 |
B(1720) | 265.00 | 197.86 |
C(1#聚醚酯) | 245.00 | 192.00 |
D(磷酸酯) | 300.00 | 230.71 |
E(2#聚醚酯) | 215.00 | 175.55 |
然后我们在ENKUN-500J体系下加入不同含量的2#聚醚酯,进行攻丝扭矩数值检测分析,分别加入2%、4%、6%、8% 2#聚醚酯,润滑度趋势如下图所示:
表2聚醚酯不同加入量攻丝扭矩测试数据
Measurement(Cuts) | Max(Ncm) | Mean(Ncm) |
2% | 255 | 198.65 |
4% | 215 | 175.55 |
6% | 210 | 171.85 |
8% | 205 | 169.45 |
图1 全合成切削液 10%浓度攻丝扭矩测试数据
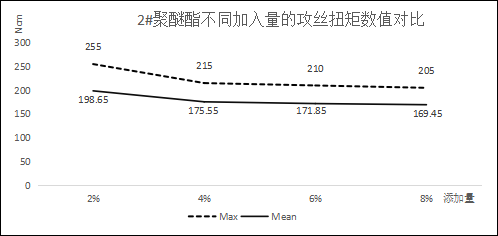
通过以上试验和分析,我们得出以下结论:聚醚酯的润滑性能最佳;聚醚酯含量由2%增加到4%,攻丝扭矩数值大幅降低。在此基础上继续提高聚醚酯的加入量,攻丝扭矩数值缓慢下降,由此得出聚醚酯的最佳添加量约为4%。
【本文为我司原创文章,如需转载,请与我司联系。】






