铜及其合金材料的强度和硬度低、塑性大、延展性好,其具有良好的导热性能和导电性能,被广泛应用于汽车电子、航空航天、智能家居、机床设备等领域,是我国有色金属中使用最为广泛的金属材料之一。
在铜材料的加工过程中,由于铜的延展性、可塑性及韧性特点使其可加工性变差,而且极易在工件表面产生划伤、碰伤,并产生塑性粘附,对磨削精度也产生了极大影响。同时由于铜材料化学性质活跃,其工件在机械加工后极易出现发黑变色等现象。针对以上问题,研发和生产不同种类的切削液时需要考虑它的润滑性能、冷却性能、防腐性能。
现在铜材料的切削加工一般都使用微乳化切削液和全合成切削液。微乳化切削液采用精制矿物油作为基础油,并以高润滑性能的极压剂作为主要润滑成分,保证加工表面的光亮度与精度;全合成切削液则以润滑和冷却两者兼备的角度出发,选择了高分子聚醚和聚酯作为主要润滑剂,在加上高性能的铜缓蚀剂来防止全合成切削液的铜防氧化变色问题。我公司开发的二款铜加工产品型号分别为ENKUN-300T-1和ENKUN-500T,两款切削液的攻丝扭矩数据如下图1所示:
从曲线的拐点开始分析,可发现两款产品加工稳定性好,在加工深度不断增加的过程中,产品的润滑性一直趋于
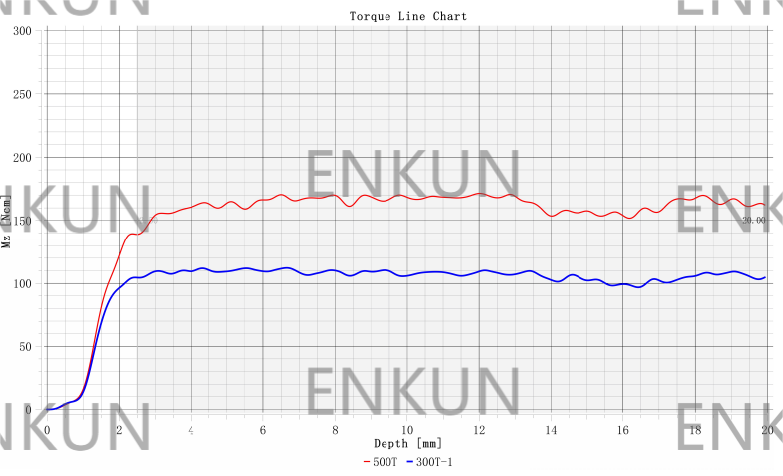
图1 ENKUN-300T-1,ENKUN-500T 攻丝扭矩数值-攻丝深度数据图
同时为了防止铜材料工件切削加工后出现发黑发红变色等现象。通过大量试验对比,图2,成功筛选出专门用于铜加工的特种醇胺主要原料。后续通过不断的原料筛选研究,我公司这两款切削液确定了以高铜缓的特种胺为基础,同时搭配特殊的缓蚀剂的防腐体系,以保证工件表面的光亮和不被氧化。

图2 相同浓度下不同醇胺对铜件的影响(常温,5天)
我公司两款铜加工切削液的指标如下:
项目 | ENKUN-300T-1指标 | ENKUN-500T指标 | 检测方法 |
浓 缩 液 | 外观 | 黄色透明液体 | 浅黄透明液体 | 目测 |
浓度(折光读数) | 58-62 | 32-35 | 折光仪法 |
稳定性(-5~50℃,2h) | 无混浊,无分层 | 无混浊,无分层 | 自定 |
5% 工 作 液 | 外观 | 白色浑浊液体 | 无色透明液体 | 目测 |
浓度(折光读数) | 3.5-4.0 | 1.8-2.0 | 折光仪法 |
折光系数 | 1.2-1.4 | 2.5-2.7 | 折光系数=质量浓度/折光读数 |
PH值 | 9.0-9.5 | 8.5-8.8 | PH计 |
防锈性(5% 工作液) (铁屑实验,2h) | 无锈 | 无锈 | IP287 |
我公司这两款铜材料产品不含亚硝酸盐、芳香烃和有机酚类化合物,对人体和环境无毒无害,属于环保型产品。目前得到了多家客户的质量认可,铜件的加工精度、防腐性能、抗菌性能、防锈性能都能满足客户的使用要求。
【本文为我司原创文章,如需转载,请与我司联系。】






