在金属加工行业中,能够较好地模拟评定金属加工油液的润滑性能,非攻丝扭矩仪莫属。为了更好地提升产品硬核,我司引进了一套Microtap G8攻丝扭矩系统。
攻丝扭矩的测定分为挤压成型加工(无屑)和切削加工(有屑)。挤压加工难度大于切削加工。现针对我司的几款典型的金属加工油产品,选择较为苛刻的测试条件,分别在铝材和钢材上测试并进行润滑性能的比对,用来考察不同金属加工油的润滑性能指标以及油性添加剂和极压添加剂的筛选依据,为研发部门添加剂的选择和最终配方的确定提供有益的帮助。具体测试参数如下:
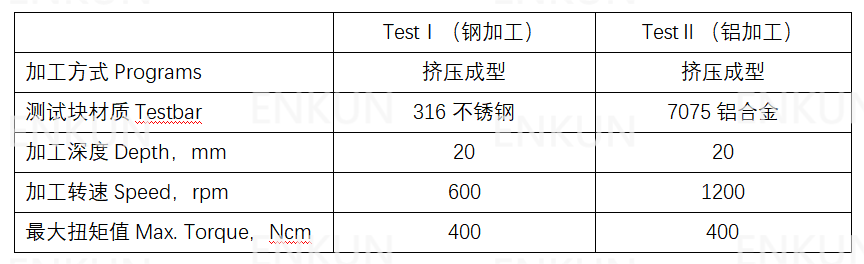
TestⅠ(不锈钢):
测试产品:ENKUN-304H冲压油(蓝)、ENKUN-304A冷镦油(紫)、ENKUN-350极压切削油(深绿、浅绿)、ENKUN-3303阻燃切削油(咖)、ENKUN-314 磨削油(红)。
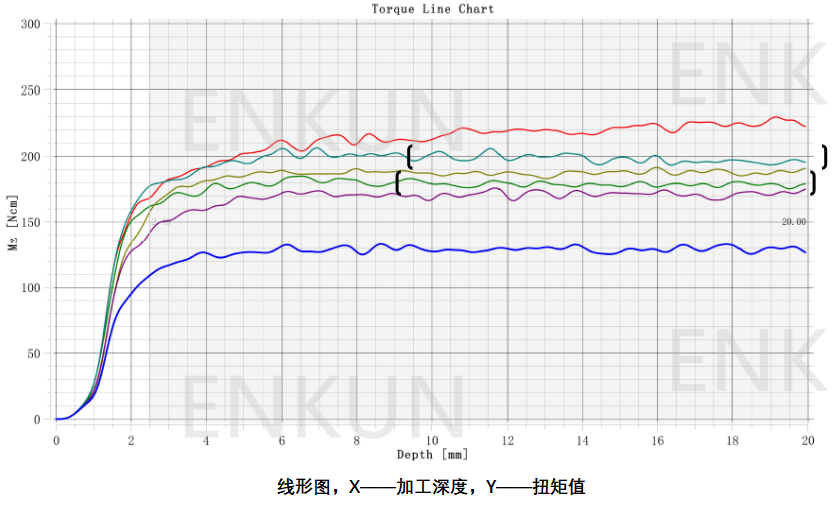
由上图得知,
1)扭矩值由高到低排序为:314>350>3303>304A>304H,即润滑性能逐渐变好。图中,304H冲压油的润滑性能最佳。该配方中含有高润滑性合成酯和硫化极压剂。
2)从曲线的拐点开始看,所有曲线均是非常平缓的,由此说明两点:一是所有产品的稳定性好,具体来说就是在加工深度不断加深的过程中,产品的润滑性一直趋于稳定;二是说明所有产品的极压性能好。
3)两个黑括号处标记的是350极压切削油在加工深度增加的过程中,扭矩值有坡度下降的趋势。说明350的极压性能非常优异,当加工到深处、高温高压的情况下,润滑性依旧很好,甚至比加工初期更好。
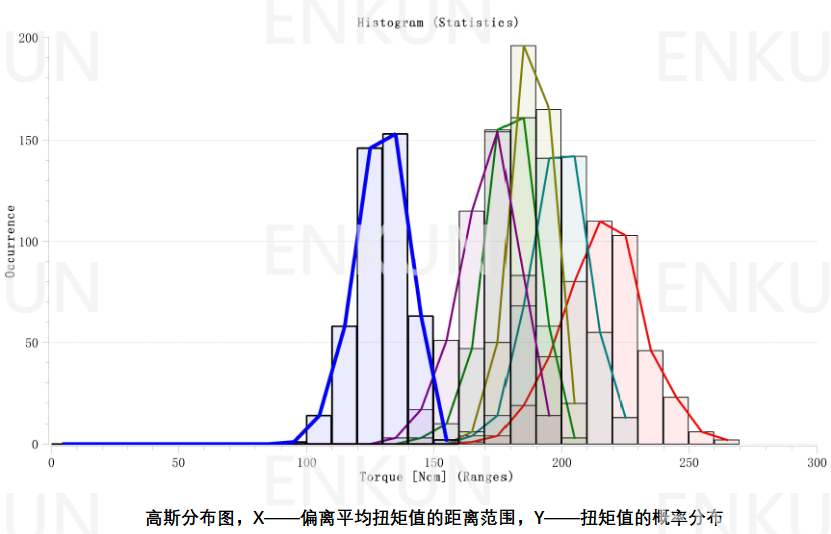
由高斯分布图看来,
通俗来讲,图形范围越窄,即扭矩值越集中,那么产品的稳定性就越好。该稳定性指的是产品释放润滑性能的稳定性,在实际加工中表现为对刀具有更好的保护作用,以及工件的加工精度更高。图中可以粗略地看出,产品的稳定性都很好,除了314磨削油(红)欠佳。
高斯分布展现的是稳定性的大致趋势,具体数值还需要从柱状图和对比表中得出:
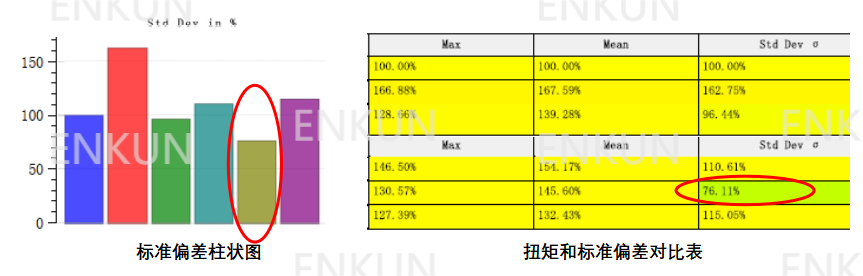
结合左边的标准偏差柱状图和右边的对比表看,
以冲压油(蓝)为基准物,即100%,其他产品和它的对比偏差。标准偏差越小,产品的稳定性越好。图中红圈标识的3303阻燃切削油(咖),其稳定性就是最优异的。
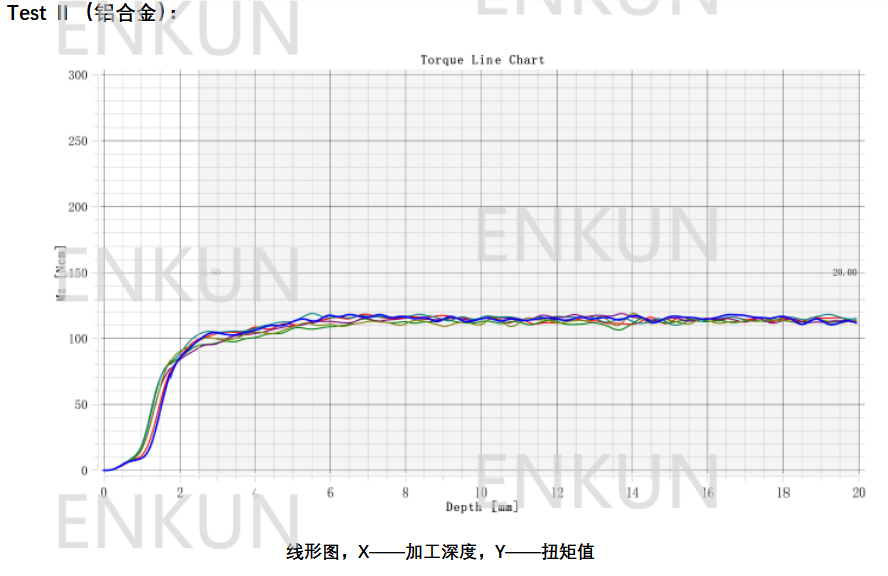
由上图得知,
铝合金加工的扭矩图,相比不锈钢加工的,曲线基本重叠,对比不出产品的性能差别。对于我司的产品来说,在铝材上加工的难度系数低。
综上所述,加工深度越大,对产品的润滑性能、极压性能的要求就越高。攻丝扭矩的测试虽然不能完全反映产品在实际应用中的情况,但是对于产品性能的比较和配方的改进具有重要的指导意义。


【本文为我司原创文章,如需转载,请与我司联系。】






